

 1.地下储气库简介
某地下储气库为枯竭型气藏储气库,设计库容5.88×108m3,垫底气2.93×108m3,工作气量2.95×108m3,设计上限压力27.0MPa,下限压力13.0MPa。气库设计有三台往复式jdb电子游戏平台网站
,日注气量可达200×104m3/d。其中某台机组运行7075h时气缸余隙调节装置余隙活塞脱落,气缸出现撞缸导致活塞、气缸缸套严重损坏故障。
2.故障jdb电子游戏平台网站
组简介
jdb电子游戏平台网站
组采用电驱往复式jdb电子游戏平台网站
,设计进气压力6.0MPa,额定排气压力23.5MPa,排气量62万方/天。电机型号为YB710-6-1500kW,额定电压6000V,额定电流177A,额定功率1500kW,额定转速994rpm。jdb电子游戏平台网站
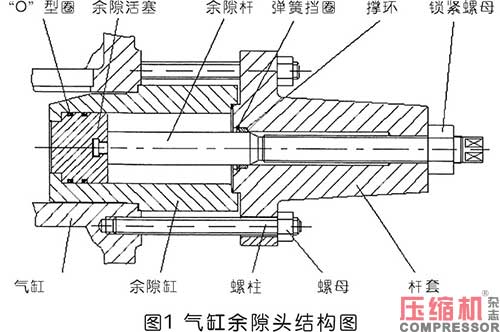
采用两级压缩,四列对称平衡型结构,每级两个气缸,一级气缸直径5.75英寸,二级气缸直径4.5英寸,行程5.5英寸。机组共有四个气缸,编号按曲拐顺序编号,依次为1#、2#、3#、4#气缸,其中1#和3#气缸是二级气缸,2#和4#气缸是一级气缸。一级气缸(2#和4#气缸)设置有气缸余隙调节装置,俗称气缸余隙头,用来调节余隙容积以调节机组排气量,其结构如图1所示。
1.地下储气库简介
某地下储气库为枯竭型气藏储气库,设计库容5.88×108m3,垫底气2.93×108m3,工作气量2.95×108m3,设计上限压力27.0MPa,下限压力13.0MPa。气库设计有三台往复式jdb电子游戏平台网站
,日注气量可达200×104m3/d。其中某台机组运行7075h时气缸余隙调节装置余隙活塞脱落,气缸出现撞缸导致活塞、气缸缸套严重损坏故障。
2.故障jdb电子游戏平台网站
组简介
jdb电子游戏平台网站
组采用电驱往复式jdb电子游戏平台网站
,设计进气压力6.0MPa,额定排气压力23.5MPa,排气量62万方/天。电机型号为YB710-6-1500kW,额定电压6000V,额定电流177A,额定功率1500kW,额定转速994rpm。jdb电子游戏平台网站
采用两级压缩,四列对称平衡型结构,每级两个气缸,一级气缸直径5.75英寸,二级气缸直径4.5英寸,行程5.5英寸。机组共有四个气缸,编号按曲拐顺序编号,依次为1#、2#、3#、4#气缸,其中1#和3#气缸是二级气缸,2#和4#气缸是一级气缸。一级气缸(2#和4#气缸)设置有气缸余隙调节装置,俗称气缸余隙头,用来调节余隙容积以调节机组排气量,其结构如图1所示。
 3.故障发现过程概况
某日凌晨3点,运行值班人员值班巡检发现jdb电子游戏平台网站
振动值偏大,机组有异响,振动值未达到设定报警停机值,机组未停机。3点45分,机组异响扩大,值班人员向值班干部汇报机组出现巨大异响。4点15分值班干部向公司调控中心申请故障停机,4点20分调控中心同意后手动停机。8点05分jdb电子游戏平台网站
维保单位开始对机组进行放空拆卸检查。
二、jdb电子游戏平台网站
故障检查及原因分析
机组故障发生时,主要现象为机组四号气缸(一级气缸)出现异响。机组振动值偏大,但未达到停机报警值,未触发机组振动报警。停机前后,四号气缸排气温度变化明显变化,盘根温度显著上升。从SCADA系统查看机组测点信息,机组振动值变化情况如图2所示。jdb电子游戏平台网站
四号气缸排气温度及盘根温度变化如图3和图4所示。
3.故障发现过程概况
某日凌晨3点,运行值班人员值班巡检发现jdb电子游戏平台网站
振动值偏大,机组有异响,振动值未达到设定报警停机值,机组未停机。3点45分,机组异响扩大,值班人员向值班干部汇报机组出现巨大异响。4点15分值班干部向公司调控中心申请故障停机,4点20分调控中心同意后手动停机。8点05分jdb电子游戏平台网站
维保单位开始对机组进行放空拆卸检查。
二、jdb电子游戏平台网站
故障检查及原因分析
机组故障发生时,主要现象为机组四号气缸(一级气缸)出现异响。机组振动值偏大,但未达到停机报警值,未触发机组振动报警。停机前后,四号气缸排气温度变化明显变化,盘根温度显著上升。从SCADA系统查看机组测点信息,机组振动值变化情况如图2所示。jdb电子游戏平台网站
四号气缸排气温度及盘根温度变化如图3和图4所示。


 在对存在异响的四号气缸进行拆卸后,发现气缸余隙活塞碎裂、余隙缸断裂。在对压缩活塞拆卸后,发现该气缸活塞端部损伤,活塞环、支撑环破损,缸套明显磨损。在对机组其他气缸进行进一步检查后,发现二号气缸,也存在缸套磨损、活塞环损坏问题。机组具体损坏情况如图5~11所示。
在对存在异响的四号气缸进行拆卸后,发现气缸余隙活塞碎裂、余隙缸断裂。在对压缩活塞拆卸后,发现该气缸活塞端部损伤,活塞环、支撑环破损,缸套明显磨损。在对机组其他气缸进行进一步检查后,发现二号气缸,也存在缸套磨损、活塞环损坏问题。机组具体损坏情况如图5~11所示。







根据以上检查内容,结合机组振动、温度数据进行分析,机组故障原因如下:
1.四号气缸余隙活塞O形圈在高温、高压环境下发生了老化,造成密封失效,高压气体进入余隙缸后端。由于余隙活塞和余隙杆之间有间隙,使得吸排气过程中气体压力的脉动导致余隙活塞发生轴向串动,余隙活塞来回撞击余隙杆。如图1所示,余隙活塞与余隙杆连接方式为T型头连接,此T型头设计在余隙活塞来回撞击的情况下容易出现断裂而产生事故。因此造成凌晨1点05分左右余隙杆T型头位置断裂,余隙活塞脱落。
2.余隙活塞脱落后,在余隙气缸、残余余隙杆所形成的空隙内不断与余隙杆、余隙气缸发生撞击。撞击过程不断冲击余隙气缸缸头位置,造成缸头疲劳破坏,进而发生余隙气缸缸头断裂脱落。缸头与余隙活塞一同进入工作气缸。
3.余隙气缸缸头、余隙活塞碎片进入气缸工作腔产生撞缸现象,并造成活塞、活塞环、支撑环以及缸套严重损坏。
4.由于缸套磨损过程中产生大量热量,气缸温度升高。停机后,排气缓冲罐气体不再流动,填料冷却水停止循环,气缸热量向缓冲罐与填料扩散,造成如图3和图4所示的排气温度、填料温度的变化。但停机前,排气温度约60℃,填料温度约53℃,远小于排气温度和填料温度报警值126℃。
三、jdb电子游戏平台网站
系统性检测情况
除对现场损坏部件的情况进行检查外,我们对机组的其它部件也进行了检查,以弄清楚机组受损严重程度。
1.检查各列主轴瓦、连杆瓦间隙,其值在正常范围内,满足要求。各列十字头瓦与滑道上、下间隙,其值在正常范围内,满足要求;
2.拆除发生问题列连杆部件,检查连杆大头瓦及小头衬套,满足使用要求,检查曲轴挠度,其值为0.006mm,小于规定值0.025mm;
3.检查各列气缸缸套的磨损情况,一号、三号气缸缸套正常,四号缸缸套磨损严重,二号缸缸套局部磨损,需进行返厂维修;
4.二号缸余隙活塞与余隙杆的配合间隙在正常范围内;
通过对检查数据的分析,机组基础件机体、曲轴、连杆、十字头部件正常,可以安全使用,四号、二号气缸缸套需进行更换,2个活塞部件返厂做进一步探伤检查。
四、机组修复情况
根据机组受损及相关检测情况,我们制定了以下修复方案。
1.更换以下配件:包括一级余隙缸部件2套、一级气缸缸套2个、4号缸活塞、一级气阀阀片3套、一级活塞环及支撑环2套。具体数量及进度安排如下:
 其中,由于余隙活塞组件在设计上的固有缺陷,jdb电子游戏平台网站
厂家已停用了T型头连接安装方式,此次返厂更换形式为改进型,杜绝了后期余隙活塞脱落的风险。
2.二号和四号两个一级气缸返厂进一步检测,更换缸套,更换四号缸活塞,检查活塞杆的形位公差,无损探伤检查是否有裂纹,根据检测结果决定是否更换。
3.更换机组所有气阀、填料环、活塞环、支承环、O形圈等易损件。
4.机组恢复安装,按机组出厂的标准及规范要求进行详细检查、试验。
5.结合实际工况调整机组振动、温度的报警停机值,确保机组自控系统能起保护作用。
通过jdb电子游戏平台网站
厂家的密切配合,及时生产加工气缸缸套、活塞等部件,我们在故障后的35天内完成了机组的修复工作,机组恢复运行。
五、jdb电子游戏平台网站
管理原因分析
1.气缸余隙头设计不合理,余隙活塞与余隙杆采用T型头连接,两者有间隙存在,且强度及抗疲劳性均不足,设计存在安全隐患。jdb电子游戏平台网站
厂家既然已经升级改进了气缸余隙头的设计制造,却没有对前期生产设备的使用单位进行告知更换,抱有一定的侥幸心理,这从根源上决定了本次故障的可能性存在。改进后的气缸余隙头如图12所示,余隙活塞与余隙杆采用螺纹连接,两者无间隙,杜绝了余隙活塞来回撞击余隙杆的可能性。
2.机组维护保养工作有缺项,该机组在出现故障时距生产时间已有四年时间,机组已运行了7075小时,通过检查前期各级保养工作报告发现,在机组前期运行的各级维保中均未对气缸余隙头进行检查,余隙活塞O型圈老化未曾发现,更未曾更换。如前所述,余隙活塞O型圈老化是导致后面一系列故障的直接原因。结构设计的不合理加上维保工作的缺失,直接造成了本次故障的出现。
3.jdb电子游戏平台网站
出厂设定的报警值、连锁停机值偏大,设置不合理,机组报警未起作用。由于机组振动值报警值为10mm/s,停机值为14mm/s,高于机组异常运行期间4mm/s到8mm/s的波动值,四号缸排气温度和填料温度报警值均为126℃,停机值为132℃,远高于实际运行的一级排气温度(60℃)。在机组出现巨大异响,现场人员组织停机期间,各检测点均未达到机组报警停机值。因而机组的检测参数异常报警停机作用未得到体现。导致机组在异常情况下继续运行,机组受损度严重扩大。
4.现场值班人员缺乏机械故障诊断技能,对jdb电子游戏平台网站
初始故障未能及时发现,没有在第一时间采取措施,造成了故障的扩大。从图2机组振动参数变化趋势分析,1点05分,机组振动由2.7mm/s上升至4.22mm/s。但由于振动值距离报警值尚有较大差距,未能引起值班人员的高度重视。1点11分至3点50分之间,振动值在4mm/s到8mm/s之间波动,且异响声较大,值班人员仍未采取停机措施。直到4点左右才向公司调控中心申请停机。jdb电子游戏平台网站
组在异常情况下运转三个小时,导致了机组故障严重程度的扩大。
六、运行管理相关建议
综合前文所述,在此提出以下建议,以防止类似故障的再次发生,促进提高jdb电子游戏平台网站
运行管理水平。
1.加强基层一线员工专业技能培训,重点针对jdb电子游戏平台网站
组的巡检要求、故障判断等开展专业培训,提高现场巡检发现问题能力以及故障判断能力,让巡检过程真正有所发现。
2.加强设备故障应急管理,明确应急处置措施,定期开展应急演练工作,提高一线人员在遇到设备故障后的正确决断和快速处置能力。
3.加强jdb电子游戏平台网站
维护保养管理,完善jdb电子游戏平台网站
维护保养管理规定,对维护保养内容根据机组实际情况进行修订,提高维修保养的及时性和有效性。
4.建立定期回访制度,加强生产厂家与用户对接,jdb电子游戏平台网站
生产方和使用方定期开展技术交流会议,共同关注,确保机组的长久安全平稳运行。
其中,由于余隙活塞组件在设计上的固有缺陷,jdb电子游戏平台网站
厂家已停用了T型头连接安装方式,此次返厂更换形式为改进型,杜绝了后期余隙活塞脱落的风险。
2.二号和四号两个一级气缸返厂进一步检测,更换缸套,更换四号缸活塞,检查活塞杆的形位公差,无损探伤检查是否有裂纹,根据检测结果决定是否更换。
3.更换机组所有气阀、填料环、活塞环、支承环、O形圈等易损件。
4.机组恢复安装,按机组出厂的标准及规范要求进行详细检查、试验。
5.结合实际工况调整机组振动、温度的报警停机值,确保机组自控系统能起保护作用。
通过jdb电子游戏平台网站
厂家的密切配合,及时生产加工气缸缸套、活塞等部件,我们在故障后的35天内完成了机组的修复工作,机组恢复运行。
五、jdb电子游戏平台网站
管理原因分析
1.气缸余隙头设计不合理,余隙活塞与余隙杆采用T型头连接,两者有间隙存在,且强度及抗疲劳性均不足,设计存在安全隐患。jdb电子游戏平台网站
厂家既然已经升级改进了气缸余隙头的设计制造,却没有对前期生产设备的使用单位进行告知更换,抱有一定的侥幸心理,这从根源上决定了本次故障的可能性存在。改进后的气缸余隙头如图12所示,余隙活塞与余隙杆采用螺纹连接,两者无间隙,杜绝了余隙活塞来回撞击余隙杆的可能性。
2.机组维护保养工作有缺项,该机组在出现故障时距生产时间已有四年时间,机组已运行了7075小时,通过检查前期各级保养工作报告发现,在机组前期运行的各级维保中均未对气缸余隙头进行检查,余隙活塞O型圈老化未曾发现,更未曾更换。如前所述,余隙活塞O型圈老化是导致后面一系列故障的直接原因。结构设计的不合理加上维保工作的缺失,直接造成了本次故障的出现。
3.jdb电子游戏平台网站
出厂设定的报警值、连锁停机值偏大,设置不合理,机组报警未起作用。由于机组振动值报警值为10mm/s,停机值为14mm/s,高于机组异常运行期间4mm/s到8mm/s的波动值,四号缸排气温度和填料温度报警值均为126℃,停机值为132℃,远高于实际运行的一级排气温度(60℃)。在机组出现巨大异响,现场人员组织停机期间,各检测点均未达到机组报警停机值。因而机组的检测参数异常报警停机作用未得到体现。导致机组在异常情况下继续运行,机组受损度严重扩大。
4.现场值班人员缺乏机械故障诊断技能,对jdb电子游戏平台网站
初始故障未能及时发现,没有在第一时间采取措施,造成了故障的扩大。从图2机组振动参数变化趋势分析,1点05分,机组振动由2.7mm/s上升至4.22mm/s。但由于振动值距离报警值尚有较大差距,未能引起值班人员的高度重视。1点11分至3点50分之间,振动值在4mm/s到8mm/s之间波动,且异响声较大,值班人员仍未采取停机措施。直到4点左右才向公司调控中心申请停机。jdb电子游戏平台网站
组在异常情况下运转三个小时,导致了机组故障严重程度的扩大。
六、运行管理相关建议
综合前文所述,在此提出以下建议,以防止类似故障的再次发生,促进提高jdb电子游戏平台网站
运行管理水平。
1.加强基层一线员工专业技能培训,重点针对jdb电子游戏平台网站
组的巡检要求、故障判断等开展专业培训,提高现场巡检发现问题能力以及故障判断能力,让巡检过程真正有所发现。
2.加强设备故障应急管理,明确应急处置措施,定期开展应急演练工作,提高一线人员在遇到设备故障后的正确决断和快速处置能力。
3.加强jdb电子游戏平台网站
维护保养管理,完善jdb电子游戏平台网站
维护保养管理规定,对维护保养内容根据机组实际情况进行修订,提高维修保养的及时性和有效性。
4.建立定期回访制度,加强生产厂家与用户对接,jdb电子游戏平台网站
生产方和使用方定期开展技术交流会议,共同关注,确保机组的长久安全平稳运行。
来源:本站原创
1.地下储气库简介
某地下储气库为枯竭型气藏储气库,设计库容5.88×108m3,垫底气2.93×108m3,工作气量2.95×108m3,设计上限压力27.0MPa,下限压力13.0MPa。气库设计有三台往复式jdb电子游戏平台网站
,日注气量可达200×104m3/d。其中某台机组运行7075h时气缸余隙调节装置余隙活塞脱落,气缸出现撞缸导致活塞、气缸缸套严重损坏故障。
2.故障jdb电子游戏平台网站
组简介
jdb电子游戏平台网站
组采用电驱往复式jdb电子游戏平台网站
,设计进气压力6.0MPa,额定排气压力23.5MPa,排气量62万方/天。电机型号为YB710-6-1500kW,额定电压6000V,额定电流177A,额定功率1500kW,额定转速994rpm。jdb电子游戏平台网站
采用两级压缩,四列对称平衡型结构,每级两个气缸,一级气缸直径5.75英寸,二级气缸直径4.5英寸,行程5.5英寸。机组共有四个气缸,编号按曲拐顺序编号,依次为1#、2#、3#、4#气缸,其中1#和3#气缸是二级气缸,2#和4#气缸是一级气缸。一级气缸(2#和4#气缸)设置有气缸余隙调节装置,俗称气缸余隙头,用来调节余隙容积以调节机组排气量,其结构如图1所示。
3.故障发现过程概况
某日凌晨3点,运行值班人员值班巡检发现jdb电子游戏平台网站
振动值偏大,机组有异响,振动值未达到设定报警停机值,机组未停机。3点45分,机组异响扩大,值班人员向值班干部汇报机组出现巨大异响。4点15分值班干部向公司调控中心申请故障停机,4点20分调控中心同意后手动停机。8点05分jdb电子游戏平台网站
维保单位开始对机组进行放空拆卸检查。
二、jdb电子游戏平台网站
故障检查及原因分析
机组故障发生时,主要现象为机组四号气缸(一级气缸)出现异响。机组振动值偏大,但未达到停机报警值,未触发机组振动报警。停机前后,四号气缸排气温度变化明显变化,盘根温度显著上升。从SCADA系统查看机组测点信息,机组振动值变化情况如图2所示。jdb电子游戏平台网站
四号气缸排气温度及盘根温度变化如图3和图4所示。
在对存在异响的四号气缸进行拆卸后,发现气缸余隙活塞碎裂、余隙缸断裂。在对压缩活塞拆卸后,发现该气缸活塞端部损伤,活塞环、支撑环破损,缸套明显磨损。在对机组其他气缸进行进一步检查后,发现二号气缸,也存在缸套磨损、活塞环损坏问题。机组具体损坏情况如图5~11所示。
根据以上检查内容,结合机组振动、温度数据进行分析,机组故障原因如下:
1.四号气缸余隙活塞O形圈在高温、高压环境下发生了老化,造成密封失效,高压气体进入余隙缸后端。由于余隙活塞和余隙杆之间有间隙,使得吸排气过程中气体压力的脉动导致余隙活塞发生轴向串动,余隙活塞来回撞击余隙杆。如图1所示,余隙活塞与余隙杆连接方式为T型头连接,此T型头设计在余隙活塞来回撞击的情况下容易出现断裂而产生事故。因此造成凌晨1点05分左右余隙杆T型头位置断裂,余隙活塞脱落。
2.余隙活塞脱落后,在余隙气缸、残余余隙杆所形成的空隙内不断与余隙杆、余隙气缸发生撞击。撞击过程不断冲击余隙气缸缸头位置,造成缸头疲劳破坏,进而发生余隙气缸缸头断裂脱落。缸头与余隙活塞一同进入工作气缸。
3.余隙气缸缸头、余隙活塞碎片进入气缸工作腔产生撞缸现象,并造成活塞、活塞环、支撑环以及缸套严重损坏。
4.由于缸套磨损过程中产生大量热量,气缸温度升高。停机后,排气缓冲罐气体不再流动,填料冷却水停止循环,气缸热量向缓冲罐与填料扩散,造成如图3和图4所示的排气温度、填料温度的变化。但停机前,排气温度约60℃,填料温度约53℃,远小于排气温度和填料温度报警值126℃。
三、jdb电子游戏平台网站
系统性检测情况
除对现场损坏部件的情况进行检查外,我们对机组的其它部件也进行了检查,以弄清楚机组受损严重程度。
1.检查各列主轴瓦、连杆瓦间隙,其值在正常范围内,满足要求。各列十字头瓦与滑道上、下间隙,其值在正常范围内,满足要求;
2.拆除发生问题列连杆部件,检查连杆大头瓦及小头衬套,满足使用要求,检查曲轴挠度,其值为0.006mm,小于规定值0.025mm;
3.检查各列气缸缸套的磨损情况,一号、三号气缸缸套正常,四号缸缸套磨损严重,二号缸缸套局部磨损,需进行返厂维修;
4.二号缸余隙活塞与余隙杆的配合间隙在正常范围内;
通过对检查数据的分析,机组基础件机体、曲轴、连杆、十字头部件正常,可以安全使用,四号、二号气缸缸套需进行更换,2个活塞部件返厂做进一步探伤检查。
四、机组修复情况
根据机组受损及相关检测情况,我们制定了以下修复方案。
1.更换以下配件:包括一级余隙缸部件2套、一级气缸缸套2个、4号缸活塞、一级气阀阀片3套、一级活塞环及支撑环2套。具体数量及进度安排如下:
其中,由于余隙活塞组件在设计上的固有缺陷,jdb电子游戏平台网站
厂家已停用了T型头连接安装方式,此次返厂更换形式为改进型,杜绝了后期余隙活塞脱落的风险。
2.二号和四号两个一级气缸返厂进一步检测,更换缸套,更换四号缸活塞,检查活塞杆的形位公差,无损探伤检查是否有裂纹,根据检测结果决定是否更换。
3.更换机组所有气阀、填料环、活塞环、支承环、O形圈等易损件。
4.机组恢复安装,按机组出厂的标准及规范要求进行详细检查、试验。
5.结合实际工况调整机组振动、温度的报警停机值,确保机组自控系统能起保护作用。
通过jdb电子游戏平台网站
厂家的密切配合,及时生产加工气缸缸套、活塞等部件,我们在故障后的35天内完成了机组的修复工作,机组恢复运行。
五、jdb电子游戏平台网站
管理原因分析
1.气缸余隙头设计不合理,余隙活塞与余隙杆采用T型头连接,两者有间隙存在,且强度及抗疲劳性均不足,设计存在安全隐患。jdb电子游戏平台网站
厂家既然已经升级改进了气缸余隙头的设计制造,却没有对前期生产设备的使用单位进行告知更换,抱有一定的侥幸心理,这从根源上决定了本次故障的可能性存在。改进后的气缸余隙头如图12所示,余隙活塞与余隙杆采用螺纹连接,两者无间隙,杜绝了余隙活塞来回撞击余隙杆的可能性。
2.机组维护保养工作有缺项,该机组在出现故障时距生产时间已有四年时间,机组已运行了7075小时,通过检查前期各级保养工作报告发现,在机组前期运行的各级维保中均未对气缸余隙头进行检查,余隙活塞O型圈老化未曾发现,更未曾更换。如前所述,余隙活塞O型圈老化是导致后面一系列故障的直接原因。结构设计的不合理加上维保工作的缺失,直接造成了本次故障的出现。
3.jdb电子游戏平台网站
出厂设定的报警值、连锁停机值偏大,设置不合理,机组报警未起作用。由于机组振动值报警值为10mm/s,停机值为14mm/s,高于机组异常运行期间4mm/s到8mm/s的波动值,四号缸排气温度和填料温度报警值均为126℃,停机值为132℃,远高于实际运行的一级排气温度(60℃)。在机组出现巨大异响,现场人员组织停机期间,各检测点均未达到机组报警停机值。因而机组的检测参数异常报警停机作用未得到体现。导致机组在异常情况下继续运行,机组受损度严重扩大。
4.现场值班人员缺乏机械故障诊断技能,对jdb电子游戏平台网站
初始故障未能及时发现,没有在第一时间采取措施,造成了故障的扩大。从图2机组振动参数变化趋势分析,1点05分,机组振动由2.7mm/s上升至4.22mm/s。但由于振动值距离报警值尚有较大差距,未能引起值班人员的高度重视。1点11分至3点50分之间,振动值在4mm/s到8mm/s之间波动,且异响声较大,值班人员仍未采取停机措施。直到4点左右才向公司调控中心申请停机。jdb电子游戏平台网站
组在异常情况下运转三个小时,导致了机组故障严重程度的扩大。
六、运行管理相关建议
综合前文所述,在此提出以下建议,以防止类似故障的再次发生,促进提高jdb电子游戏平台网站
运行管理水平。
1.加强基层一线员工专业技能培训,重点针对jdb电子游戏平台网站
组的巡检要求、故障判断等开展专业培训,提高现场巡检发现问题能力以及故障判断能力,让巡检过程真正有所发现。
2.加强设备故障应急管理,明确应急处置措施,定期开展应急演练工作,提高一线人员在遇到设备故障后的正确决断和快速处置能力。
3.加强jdb电子游戏平台网站
维护保养管理,完善jdb电子游戏平台网站
维护保养管理规定,对维护保养内容根据机组实际情况进行修订,提高维修保养的及时性和有效性。
4.建立定期回访制度,加强生产厂家与用户对接,jdb电子游戏平台网站
生产方和使用方定期开展技术交流会议,共同关注,确保机组的长久安全平稳运行。
来源:本站原创

网友评论
条评论
最新评论