

【jdb电子游戏平台网站
网】成立于1928年的三井精机前身在现在的东京都大田区南六乡,那时的产品是块规和测微计之类的量具。1935年(昭和10年)开发出了日本首台加工母机床的#4型坐标镗床。当时,在日本还没有高精度的加工用工作母机床,这台坐标镗床的国产化对日本产业界可以说是实现了多年的夙愿。从那以来,坐标镗床就成为了加工母机床的代名词。
随着多年来的发展,三井精机现已建立起数控坐标镗床、数控坐标磨床、卧式加工中心、立式加工中心、五轴控制加工中心、数控滚珠丝杆磨床、数控转子磨床、数控螺纹磨床等强大阵容,支撑起了这项高端产业。尽管在国内名气不如马扎克、大隈等日本机床公司,但是由于其充分依靠自身的优势,在数控机床母机工业界赢得了一片天。
三井精机开发-设计,加工-组装-测定,还有工厂环境——所有这些高度融合在一起就诞生了首台加工母机床。80多年来代代传承下来的娴熟技巧,和理想的工厂环境造就了这种可能。三井精机的工作机床部门在2001年10月,从东京都大田区迁移到了埼玉县川岛町。
在这里,从新建成的工作机床专用工厂,向世界各地输送了大量的加工母机床。从创业开始到现在,三井精机的历史里,发展的重心一直是“精度”。
那么,三井精机是如何实现高精度制造的呢?我们不妨深入工厂去看看。
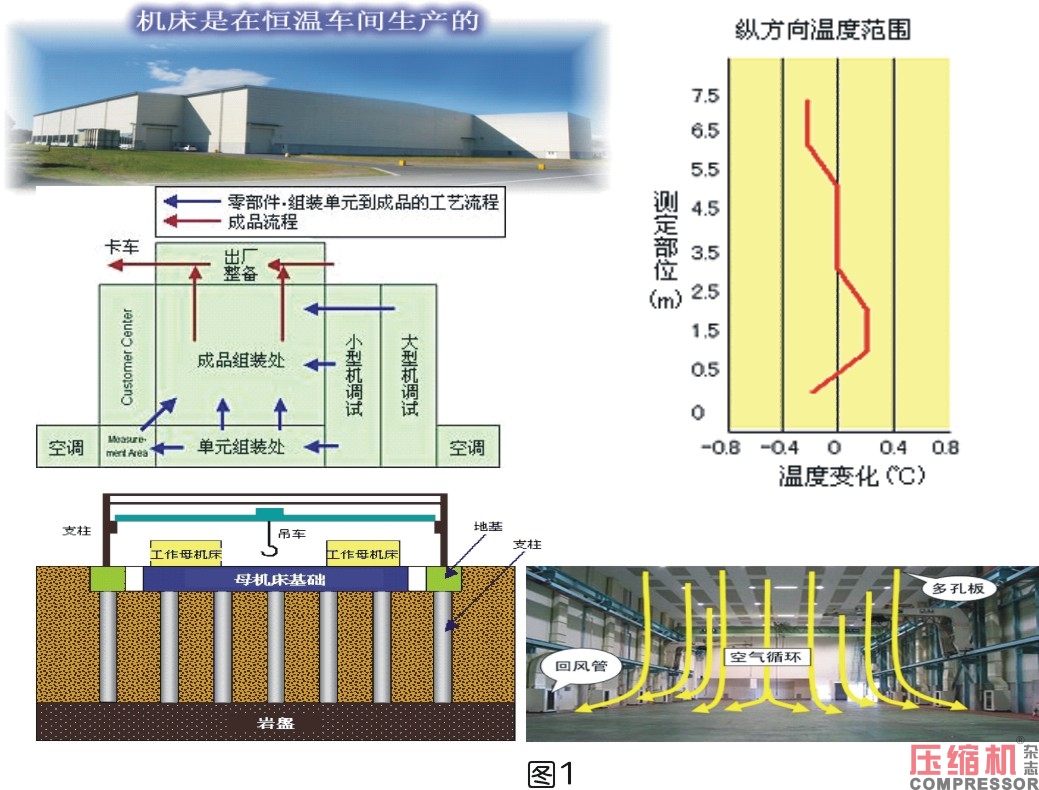
坚固的厂房基础
对于工作母机床制造业来说绝不能忽视基础水平变化、外部振动等外界因素。精机车间的基础是由嵌入地中岩层的1700钢管及平均厚度1m左右的水泥层建造而成。而且,建筑物的基础和机床设置的基础是完全分隔开的,这样起重机的振动就不会对机床造成影响。
零部件·组装单元到成品的工艺流程
成品组装室与出厂室相邻。机床出厂时组装区域和外界空气不直接相接触,室温不会产生变化。而且,在出厂室内机床温度会渐渐地适应外部温度,特别是在炎热的夏季,会防止由于室内和外界的温度差所产生的结露现象。零部件、组装单元的加工、组装都是在同一个工厂内部进行工艺流程的。当然移动距离的缩短,在温控条件下的流程,对零部件和组装单元来说,对温度适应的时间得以节约,效率得以提高(见图1)。
 精机车间的中心就是成品组装,它由4部分组成,立式、卧式、5轴加工中心、坐标磨床、坐标镗床、螺纹磨床、专用机等就是在这里组装而成的。从磨削到组装、调试、出厂检查、客户的预验收检测、出厂整备也是在这里进行的。
精密三坐标、光学仪器检测室
如果想要制造出精度为1μm的机床,就必须拥有1μm以下能够准确检测的仪器和技术。
检测室是精机车间各房间中温控管理最严格的房间,保持在常温20℃±0.1℃的范围内。拥有自行研制的激光测定仪、3次元测定仪、真圆度测定仪、表面粗糙度测定仪、万能显微镜等仪器。主要部件如主轴、滚珠丝杠和工作台都是由三井制造。
三井精机独特的主轴系统,带有增力器的刀具夹紧,刀具夹紧力达到了3000kg,保证了使用重型刀具时的镗孔精度,26/22kW的主轴扭矩能达到1794Nm。
三井精机制造的高精度丝杠、蜗杆磨床,在日本市场保持99%的市场占有率,其他机床制造商的传动部件都是用三井机床制造。
精机车间的中心就是成品组装,它由4部分组成,立式、卧式、5轴加工中心、坐标磨床、坐标镗床、螺纹磨床、专用机等就是在这里组装而成的。从磨削到组装、调试、出厂检查、客户的预验收检测、出厂整备也是在这里进行的。
精密三坐标、光学仪器检测室
如果想要制造出精度为1μm的机床,就必须拥有1μm以下能够准确检测的仪器和技术。
检测室是精机车间各房间中温控管理最严格的房间,保持在常温20℃±0.1℃的范围内。拥有自行研制的激光测定仪、3次元测定仪、真圆度测定仪、表面粗糙度测定仪、万能显微镜等仪器。主要部件如主轴、滚珠丝杠和工作台都是由三井制造。
三井精机独特的主轴系统,带有增力器的刀具夹紧,刀具夹紧力达到了3000kg,保证了使用重型刀具时的镗孔精度,26/22kW的主轴扭矩能达到1794Nm。
三井精机制造的高精度丝杠、蜗杆磨床,在日本市场保持99%的市场占有率,其他机床制造商的传动部件都是用三井机床制造。
三井值得自豪的技术--“刮研削”
所谓“刮研削”,就是使用铲、刮等工具将铸物表面进行刮研削加工的作业。进行刮研削加工的场所是摩擦面(台面及柱体间等移动部位)、物与物间接触面、台面、平台之类等等。通过刮研削,一次磨去量约为1~3μm程度,只要掌握刮研削量就能正确制作出自由形状。熟练者刮研削加工,可以得到机械加工难以实现的平面度、直角度、真直度。
例如加工机床的加工平面度为10μm,那么它加工出的产品就不会超过10μm的精度。那么要想有比父母还要好的孩子应该怎么办呢?(要想加工出5μm平面度应该怎么办?)这就是“靠矫正(教育)使之成为好孩子”的问题了。通过刮研削这种由人类进行的矫正手段来制造出比父母精度更高的孩子的道理,三井精机的制作就是遵循了这样的理念。
「刮研削」的过程
通过刮研削来加工出精确的工作面的时候,首先要有一个基准。下面阐述的通过“三面磨合”来制作的平面板,称为“磨合治具”。
刮研削后的表面上会有微小的起伏,有高的部分也有低的部分。在加工后的面上涂上红色,再和磨合治具相磨合。这样,高的部分的红色就会被刮去。对去掉红色的部位再度进行刮研削,通过这样反复进行来制作出超精度平面(见图2)。
 怎样制作出平面? 三面磨合
对平面的制作而言,刮研削是基本。那么,我们来说明一下通过刮研削来制作出平面的“三面磨合”的方法。既然称为“三面磨合”,当然是要制作出3个面。为什么是3个面呢?
例如像图3a那样通过刮研削制作出3个平面,然后像图3b那样将3张治具板按不同的组合磨合在一起。这里我们使用先前阐述的“磨合”的方法。①和②、②和③的面可以很好的密合在一起。但是,这种例子情况下只是偶然2个组合能够很好的配合在一起,仅仅依靠2个面的配合来进行确认也不可以断言是平面。那是因为①和③不能很好的密合的缘故(见图3c)。
怎样制作出平面? 三面磨合
对平面的制作而言,刮研削是基本。那么,我们来说明一下通过刮研削来制作出平面的“三面磨合”的方法。既然称为“三面磨合”,当然是要制作出3个面。为什么是3个面呢?
例如像图3a那样通过刮研削制作出3个平面,然后像图3b那样将3张治具板按不同的组合磨合在一起。这里我们使用先前阐述的“磨合”的方法。①和②、②和③的面可以很好的密合在一起。但是,这种例子情况下只是偶然2个组合能够很好的配合在一起,仅仅依靠2个面的配合来进行确认也不可以断言是平面。那是因为①和③不能很好的密合的缘故(见图3c)。
 像图3那样3个平面,不管是图4的哪种组合都能保证面与面的密合。就是说,不管3个面如何组合都能密合的条件证明了他们只能是平面。三面密合,就是通过3张治具板各自磨合制作出平面的作业。
三井精机对机床的各个部位进行刮研削加工。除了是为了高精度加工之外,根据部位不同加工的目的也不尽相同。
物与物相接触的部位
床身和柱体之间、主轴头部和主轴之间、滚珠丝杆装接物和装接面之间等等,要对物与物相接触的重要部位进行刮研削加工。简单说,就是“消除紧张力”(内应力)。
例如,像图4中的那样不平的物体之间,依靠螺丝等虽可以强制性的将面与面结合在一起。但是,物体总是有恢复原来状态趋势的力在发生作用,这就是“紧张力”。长时间的紧张力就会造成精度恶化(见图4)。
像图3那样3个平面,不管是图4的哪种组合都能保证面与面的密合。就是说,不管3个面如何组合都能密合的条件证明了他们只能是平面。三面密合,就是通过3张治具板各自磨合制作出平面的作业。
三井精机对机床的各个部位进行刮研削加工。除了是为了高精度加工之外,根据部位不同加工的目的也不尽相同。
物与物相接触的部位
床身和柱体之间、主轴头部和主轴之间、滚珠丝杆装接物和装接面之间等等,要对物与物相接触的重要部位进行刮研削加工。简单说,就是“消除紧张力”(内应力)。
例如,像图4中的那样不平的物体之间,依靠螺丝等虽可以强制性的将面与面结合在一起。但是,物体总是有恢复原来状态趋势的力在发生作用,这就是“紧张力”。长时间的紧张力就会造成精度恶化(见图4)。
 像图2的那样,对配合面进行刮研削加工使之成为平面,面与面接触时就会无紧张力长期安定地配合在一起。
面与面之间的接触状态,要取决于刮研削的细微程度。“接触点”表示的就是摩擦面配合后一英寸四方内有多少接触部分。“一英寸四方10个接触点”,“一英寸四方24个接触点”,“一英寸四方36个接触点”等等。当然,接触点越多就说明面与面的接触状态越好,精度也越高,寿命越长。
高度融合了技能·经验的娴熟技巧
要成为一名好的刮研削工匠需要常年累月的积累。对娴熟的工匠来说,怎样刮研削才能做到1μm的研削量是完全凭借感觉的。要实现这样精细的作业,控制温度变化是关键。
在1℃的温度变化范围内每1m长的铁的伸缩量约为0.01mm,微小温度差就会给精度带来很大影响。例如,昨天加工合格的工件,今天重新测定一下就会发现精度不合格……如果发生这样的情况,那么无论怎样机械加工也不会完成。三井精机一直所追求的在恒定温度环境里进行制造加工,就是出于这个道理。
正是由于三井精机这种对精度的刻意追求,使得公司产品得以在强手如林的日本机床工业界保持着自己的一席之地。
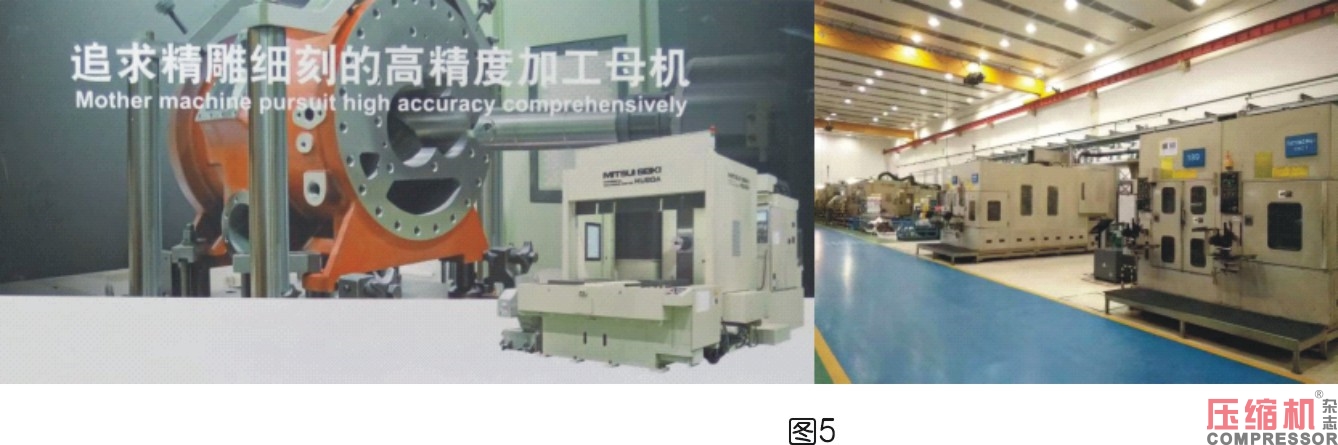
三井精机用户案例一
位于江苏太仓某外资工厂,多年来均采用三井精机高品质FMS卧加生产线,用于其双螺杆jdb电子游戏平台网站
机头壳体高精度正反镗孔,客户反映良好,极大的助益了该jdb电子游戏平台网站
制造企业的产品竞争力(见图5)。
像图2的那样,对配合面进行刮研削加工使之成为平面,面与面接触时就会无紧张力长期安定地配合在一起。
面与面之间的接触状态,要取决于刮研削的细微程度。“接触点”表示的就是摩擦面配合后一英寸四方内有多少接触部分。“一英寸四方10个接触点”,“一英寸四方24个接触点”,“一英寸四方36个接触点”等等。当然,接触点越多就说明面与面的接触状态越好,精度也越高,寿命越长。
高度融合了技能·经验的娴熟技巧
要成为一名好的刮研削工匠需要常年累月的积累。对娴熟的工匠来说,怎样刮研削才能做到1μm的研削量是完全凭借感觉的。要实现这样精细的作业,控制温度变化是关键。
在1℃的温度变化范围内每1m长的铁的伸缩量约为0.01mm,微小温度差就会给精度带来很大影响。例如,昨天加工合格的工件,今天重新测定一下就会发现精度不合格……如果发生这样的情况,那么无论怎样机械加工也不会完成。三井精机一直所追求的在恒定温度环境里进行制造加工,就是出于这个道理。
正是由于三井精机这种对精度的刻意追求,使得公司产品得以在强手如林的日本机床工业界保持着自己的一席之地。
三井精机用户案例一
位于江苏太仓某外资工厂,多年来均采用三井精机高品质FMS卧加生产线,用于其双螺杆jdb电子游戏平台网站
机头壳体高精度正反镗孔,客户反映良好,极大的助益了该jdb电子游戏平台网站
制造企业的产品竞争力(见图5)。
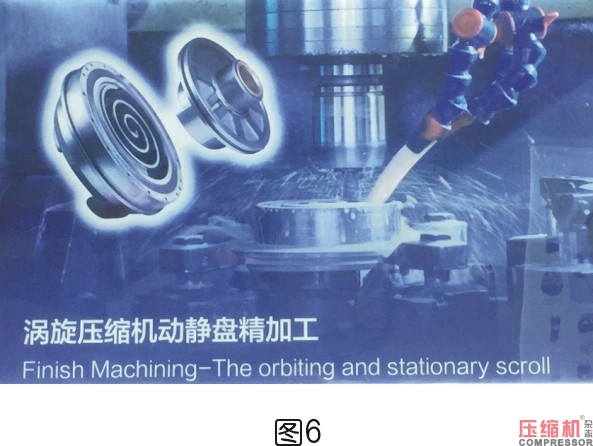
 三井精机用户案例二
位于苏州某工厂内,在2012年一次性投入多台三井精机的高精度加工中心,达成四条涡旋盘加工生产线,实现年20万台变频涡旋jdb电子游戏平台网站
产能。三井精机通过提供生产设备、生产程序、生产夹具、生产刀具一整套解决方案,实现动/静涡旋盘超精密稳定批量生产,助力其在短时间内实现涡旋jdb电子游戏平台网站
从开发到批量生产,为其产品提供了强有力的竞争支持!
三井精机用户案例二
位于苏州某工厂内,在2012年一次性投入多台三井精机的高精度加工中心,达成四条涡旋盘加工生产线,实现年20万台变频涡旋jdb电子游戏平台网站
产能。三井精机通过提供生产设备、生产程序、生产夹具、生产刀具一整套解决方案,实现动/静涡旋盘超精密稳定批量生产,助力其在短时间内实现涡旋jdb电子游戏平台网站
从开发到批量生产,为其产品提供了强有力的竞争支持!
 后记
作为全球顶级高精度数控机床供应商,三井精机凭借自身在单螺杆jdb电子游戏平台网站
、双螺杆jdb电子游戏平台网站
、涡旋jdb电子游戏平台网站
、离心jdb电子游戏平台网站
行业与超精密数控工作母机机床生产经验的积累,其全系列坐标级立式加工中心、卧式加工中心和五轴加工中心,可为整个jdb电子游戏平台网站
行业关键零部件生产,提供高精度数控机床整体交钥匙服务。对高精度的追求以及对产品工艺的坚持与拓展,造就了三井精机的现在与未来,其成长经验相信对我们都有学习借鉴意义!
后记
作为全球顶级高精度数控机床供应商,三井精机凭借自身在单螺杆jdb电子游戏平台网站
、双螺杆jdb电子游戏平台网站
、涡旋jdb电子游戏平台网站
、离心jdb电子游戏平台网站
行业与超精密数控工作母机机床生产经验的积累,其全系列坐标级立式加工中心、卧式加工中心和五轴加工中心,可为整个jdb电子游戏平台网站
行业关键零部件生产,提供高精度数控机床整体交钥匙服务。对高精度的追求以及对产品工艺的坚持与拓展,造就了三井精机的现在与未来,其成长经验相信对我们都有学习借鉴意义!
来源:本站原创
随着多年来的发展,三井精机现已建立起数控坐标镗床、数控坐标磨床、卧式加工中心、立式加工中心、五轴控制加工中心、数控滚珠丝杆磨床、数控转子磨床、数控螺纹磨床等强大阵容,支撑起了这项高端产业。尽管在国内名气不如马扎克、大隈等日本机床公司,但是由于其充分依靠自身的优势,在数控机床母机工业界赢得了一片天。
三井精机开发-设计,加工-组装-测定,还有工厂环境——所有这些高度融合在一起就诞生了首台加工母机床。80多年来代代传承下来的娴熟技巧,和理想的工厂环境造就了这种可能。三井精机的工作机床部门在2001年10月,从东京都大田区迁移到了埼玉县川岛町。
在这里,从新建成的工作机床专用工厂,向世界各地输送了大量的加工母机床。从创业开始到现在,三井精机的历史里,发展的重心一直是“精度”。
那么,三井精机是如何实现高精度制造的呢?我们不妨深入工厂去看看。
坚固的厂房基础
对于工作母机床制造业来说绝不能忽视基础水平变化、外部振动等外界因素。精机车间的基础是由嵌入地中岩层的1700钢管及平均厚度1m左右的水泥层建造而成。而且,建筑物的基础和机床设置的基础是完全分隔开的,这样起重机的振动就不会对机床造成影响。
零部件·组装单元到成品的工艺流程
成品组装室与出厂室相邻。机床出厂时组装区域和外界空气不直接相接触,室温不会产生变化。而且,在出厂室内机床温度会渐渐地适应外部温度,特别是在炎热的夏季,会防止由于室内和外界的温度差所产生的结露现象。零部件、组装单元的加工、组装都是在同一个工厂内部进行工艺流程的。当然移动距离的缩短,在温控条件下的流程,对零部件和组装单元来说,对温度适应的时间得以节约,效率得以提高(见图1)。
精机车间的中心就是成品组装,它由4部分组成,立式、卧式、5轴加工中心、坐标磨床、坐标镗床、螺纹磨床、专用机等就是在这里组装而成的。从磨削到组装、调试、出厂检查、客户的预验收检测、出厂整备也是在这里进行的。
精密三坐标、光学仪器检测室
如果想要制造出精度为1μm的机床,就必须拥有1μm以下能够准确检测的仪器和技术。
检测室是精机车间各房间中温控管理最严格的房间,保持在常温20℃±0.1℃的范围内。拥有自行研制的激光测定仪、3次元测定仪、真圆度测定仪、表面粗糙度测定仪、万能显微镜等仪器。主要部件如主轴、滚珠丝杠和工作台都是由三井制造。
三井精机独特的主轴系统,带有增力器的刀具夹紧,刀具夹紧力达到了3000kg,保证了使用重型刀具时的镗孔精度,26/22kW的主轴扭矩能达到1794Nm。
三井精机制造的高精度丝杠、蜗杆磨床,在日本市场保持99%的市场占有率,其他机床制造商的传动部件都是用三井机床制造。
三井值得自豪的技术--“刮研削”
所谓“刮研削”,就是使用铲、刮等工具将铸物表面进行刮研削加工的作业。进行刮研削加工的场所是摩擦面(台面及柱体间等移动部位)、物与物间接触面、台面、平台之类等等。通过刮研削,一次磨去量约为1~3μm程度,只要掌握刮研削量就能正确制作出自由形状。熟练者刮研削加工,可以得到机械加工难以实现的平面度、直角度、真直度。
例如加工机床的加工平面度为10μm,那么它加工出的产品就不会超过10μm的精度。那么要想有比父母还要好的孩子应该怎么办呢?(要想加工出5μm平面度应该怎么办?)这就是“靠矫正(教育)使之成为好孩子”的问题了。通过刮研削这种由人类进行的矫正手段来制造出比父母精度更高的孩子的道理,三井精机的制作就是遵循了这样的理念。
「刮研削」的过程
通过刮研削来加工出精确的工作面的时候,首先要有一个基准。下面阐述的通过“三面磨合”来制作的平面板,称为“磨合治具”。
刮研削后的表面上会有微小的起伏,有高的部分也有低的部分。在加工后的面上涂上红色,再和磨合治具相磨合。这样,高的部分的红色就会被刮去。对去掉红色的部位再度进行刮研削,通过这样反复进行来制作出超精度平面(见图2)。
怎样制作出平面? 三面磨合
对平面的制作而言,刮研削是基本。那么,我们来说明一下通过刮研削来制作出平面的“三面磨合”的方法。既然称为“三面磨合”,当然是要制作出3个面。为什么是3个面呢?
例如像图3a那样通过刮研削制作出3个平面,然后像图3b那样将3张治具板按不同的组合磨合在一起。这里我们使用先前阐述的“磨合”的方法。①和②、②和③的面可以很好的密合在一起。但是,这种例子情况下只是偶然2个组合能够很好的配合在一起,仅仅依靠2个面的配合来进行确认也不可以断言是平面。那是因为①和③不能很好的密合的缘故(见图3c)。
像图3那样3个平面,不管是图4的哪种组合都能保证面与面的密合。就是说,不管3个面如何组合都能密合的条件证明了他们只能是平面。三面密合,就是通过3张治具板各自磨合制作出平面的作业。
三井精机对机床的各个部位进行刮研削加工。除了是为了高精度加工之外,根据部位不同加工的目的也不尽相同。
物与物相接触的部位
床身和柱体之间、主轴头部和主轴之间、滚珠丝杆装接物和装接面之间等等,要对物与物相接触的重要部位进行刮研削加工。简单说,就是“消除紧张力”(内应力)。
例如,像图4中的那样不平的物体之间,依靠螺丝等虽可以强制性的将面与面结合在一起。但是,物体总是有恢复原来状态趋势的力在发生作用,这就是“紧张力”。长时间的紧张力就会造成精度恶化(见图4)。
像图2的那样,对配合面进行刮研削加工使之成为平面,面与面接触时就会无紧张力长期安定地配合在一起。
面与面之间的接触状态,要取决于刮研削的细微程度。“接触点”表示的就是摩擦面配合后一英寸四方内有多少接触部分。“一英寸四方10个接触点”,“一英寸四方24个接触点”,“一英寸四方36个接触点”等等。当然,接触点越多就说明面与面的接触状态越好,精度也越高,寿命越长。
高度融合了技能·经验的娴熟技巧
要成为一名好的刮研削工匠需要常年累月的积累。对娴熟的工匠来说,怎样刮研削才能做到1μm的研削量是完全凭借感觉的。要实现这样精细的作业,控制温度变化是关键。
在1℃的温度变化范围内每1m长的铁的伸缩量约为0.01mm,微小温度差就会给精度带来很大影响。例如,昨天加工合格的工件,今天重新测定一下就会发现精度不合格……如果发生这样的情况,那么无论怎样机械加工也不会完成。三井精机一直所追求的在恒定温度环境里进行制造加工,就是出于这个道理。
正是由于三井精机这种对精度的刻意追求,使得公司产品得以在强手如林的日本机床工业界保持着自己的一席之地。
三井精机用户案例一
位于江苏太仓某外资工厂,多年来均采用三井精机高品质FMS卧加生产线,用于其双螺杆jdb电子游戏平台网站
机头壳体高精度正反镗孔,客户反映良好,极大的助益了该jdb电子游戏平台网站
制造企业的产品竞争力(见图5)。
三井精机用户案例二
位于苏州某工厂内,在2012年一次性投入多台三井精机的高精度加工中心,达成四条涡旋盘加工生产线,实现年20万台变频涡旋jdb电子游戏平台网站
产能。三井精机通过提供生产设备、生产程序、生产夹具、生产刀具一整套解决方案,实现动/静涡旋盘超精密稳定批量生产,助力其在短时间内实现涡旋jdb电子游戏平台网站
从开发到批量生产,为其产品提供了强有力的竞争支持!
后记
作为全球顶级高精度数控机床供应商,三井精机凭借自身在单螺杆jdb电子游戏平台网站
、双螺杆jdb电子游戏平台网站
、涡旋jdb电子游戏平台网站
、离心jdb电子游戏平台网站
行业与超精密数控工作母机机床生产经验的积累,其全系列坐标级立式加工中心、卧式加工中心和五轴加工中心,可为整个jdb电子游戏平台网站
行业关键零部件生产,提供高精度数控机床整体交钥匙服务。对高精度的追求以及对产品工艺的坚持与拓展,造就了三井精机的现在与未来,其成长经验相信对我们都有学习借鉴意义!
来源:本站原创

网友评论
条评论
最新评论